ТЕХНОЛОГИЯ
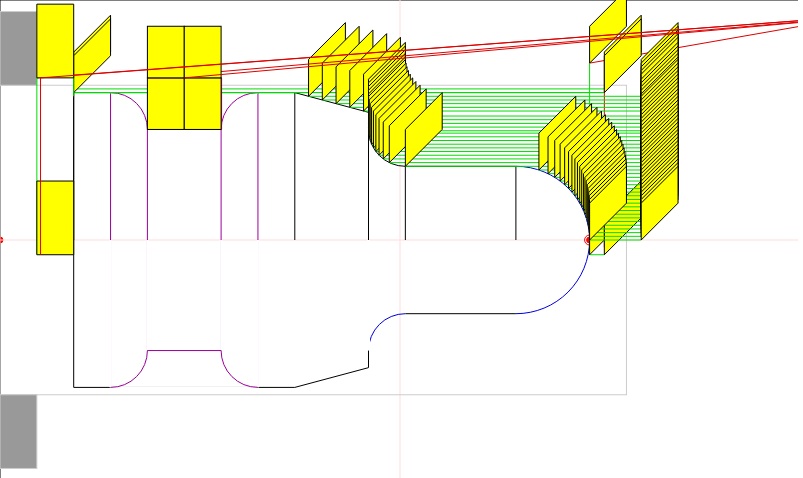
2. Подрезать торец как чисто
T1 Резец проходной упорный
3. Точить цилиндр. Ф40 на длину 40 мм. за 2 прохода, снимая за проход слой 0.5 мм.
с остатком под последний проход 0.359 мм.
с образованием конуса справа 10x15 град.
4. Точить цилиндр. Ф20 на длину 30 мм. за 4 прохода, снимая за проход слой 0.5 мм.
с формированием галтели слева R=5 мм.
с формированием скругления справа R=10 мм.
T1 Резец проходной упорный ированием скругления справа R=10 мм.
5. Точить наружный контур как чисто ированием скругления справа R=10 мм.
T1 Резец проходной упорный
6. Нарезать 1 наружных канавок шириной 10 мм. на глубину 5 мм. с обработкой скруглений радиусом 5 мм.
T2 Резец канавочный, с шириной режущей кромки 5 мм.
7. Отрезать деталь
T8 Резец отрезной